

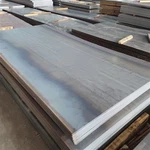


Tool Steel
Our company covers an area of 66.700 square meters, with an annual output of nearly 100,000 tons. We are a professional and modern manufacturer specializing in producing various kinds of products related to stainless steel. Professional sales of various specifications of Stainless Steel Sheet, Wear Resistant Steel Plate, High Strength Steel Plate, Stainless Steel Pipe, Tool Steel, Saw Blade Steel, Band saw blade steel strip, Chain Steel, Cold Drawn Steel Bar, complete specifications, quality and quantity.










Why choose us
Production Workshop
Our production workshop consists of several specialized areas, each responsible for a specific type of steel production. We have advanced equipment and complete production lines.
Quality Inspection Area
All steel produced needs to undergo strict quality inspection to ensure that it meets relevant standards and customer requirements. This area is usually equipped with various testing equipment and laboratories.
Our Service
- Provide product consultation to help customers choose the right stainless steel material.
- Provide customization service, customize stainless steel material specifications and sizes according to customer needs.
- Provide sample service to facilitate customers to understand product quality and material properties.
Main physical properties
|
200 °C |
400°C |
600°C |
|
|
Modulus of elasticity |
210 |
180 |
145 |
|
Coefficient of thermal expansion |
- |
12.8 |
13.4 |
|
Thermal conductivity |
- |
31.0 |
33.0 |
Main mechanical properties
|
400°C |
500°C |
600°C |
|
|
Ultimate Tensile Strength |
1200 |
1100 |
850 |
|
Yield stress (YS) [MPa] |
1000 |
910 |
610 |
|
Soft annealing |
|||
|
Suggested temperature |
850°C |
||
|
Heating |
Max 50°C/h |
||
|
Soaking time |
Minimum 120 min from the temperature settlement |
||
|
Cooling |
Slow in the furnace at max 25°C/h to 600°C afterward at room temperature |
||
|
Stress Relieving |
|||
|
Suggested temperature |
For material in annealed condition: 650 °C. For material in QT condition or after machining: 50°C less than the last tempering |
||
|
Heating |
Max 100 °C/h |
||
|
Soaking time |
Minimum 120 min from the temperature's settlement |
||
|
Cooling |
Slow in the furnace at max 25 °C/h to 200°C, afterward at room temperature |
||
|
Hardening |
|||
|
First pre-heating temperature |
400 °C |
||
|
Heating |
Max 150 °C/h |
||
|
Soaking time |
25 min every 25 mm thickness |
||
|
Second pre-heating temperature |
600 °C |
||
|
Heating |
Max 150 °C/h |
||
|
Soaking time |
20 min every 25 mm thickness or when (Ts-Tc) < 90 °C |
||
|
Third pre-heating temperature |
800 °C |
||
|
Heating |
Max 150 °C/h |
||
|
Soaking time |
20 min every 25 mm thickness or when (Ts-Tc) < 90 °C |
||
|
Austenitizing temperature |
980°C |
||
|
Heating |
> 150°C/h |
||
|
Soaking time |
t = ( x + 39 ) / 2 or 30 min |
||
|
Cooling |
Air, vacuum cooling, salt |
||
|
First tempering temperature |
550 °C |
||
|
Soaking time |
t' = 0,8 x + 120 |
||
|
Cooling |
Room temperature |
||
|
Second tempering temperature |
Based on mechanical properties required |
||
|
Soaking time |
t" = 0,8 x + 120 |
||
|
Cooling |
Room temperature |
||
|
Third tempering temperature |
30-50 °C lower than the max temperature previously used |
||
|
Soaking time |
t'" = 0,8 x + 180 |
||
|
Cooling |
Slow cooling in the furnace up to 250 °C, afterward at room temperature |
||
|
COLD WORK TOOL STEEL |
|||||
|
Grade |
AISI /ASTM |
DIN (W.Nr) |
JIS |
EN/ BS |
GB |
|
DC53 |
Higher than D2 |
SKD11 |
XW-5 |
Cr8Mo2Vsi |
|
|
D2 |
D2 |
1.2379 |
SKD11 |
BD2 |
CR12MO1V1 |
|
Cr12MoV |
CR12MOV |
||||
|
D3 |
D3 |
1.2080 |
SKD1 |
BD3 |
CR12 |
|
O1 |
O1 |
1.2510 |
SKS3 |
9CRWMN |
|
|
HMD5 |
HMD5 |
7CrSiMnMoV |
|||
|
5CrNiMo |
L6 |
55NiCrMoV6 |
SKT4 |
5CrNiMo |
|
|
52100 |
52100 |
1.3505 |
EN31 |
GCR15 |
|
|
HOT WORK TOOL STEEL |
|||||
|
H13 |
H13 |
1.2344/1.2342 |
SKD61/DAC |
8407 |
4CR5MOSIV1 |
|
FDAC |
1.2347 |
FDAC |
FDAC |
||
|
H11 |
H11 |
1.2343 |
SKD6 |
H11 |
|
|
3Cr2W8V |
H21 |
1.2581/ X30WCrV93 |
SKD5 |
BH21 |
3CR2W8V |
|
PLASTIC MOULD STEEL |
|||||
|
P20 |
P20 |
1.2311 |
HPM7/PX88 |
618 |
3CR2MO |
|
718 |
P20+NI |
1.2738 |
PX4/PX5 |
718 |
3CR2NIMO |
|
S136 |
420 |
1.2083 |
S-STAR |
S136 |
4CR13 |
|
NAK80 |
P21 /P20+S |
1.2312 |
NAK80 |
15NI3MN |
|
|
HIGH SPEED STEEL |
|||||
|
M2 |
M2 |
SKH51 |
W6MO5CR4V2 |
||
|
M42 |
M42 |
S2-10-1-8 |
SKH59 |
W2MO9CR4VCO8 |
|
|
ALLOY STRUCTURE STEEL |
|||||
|
Grade |
AISI /ASTM |
DIN (W.Nr) |
JIS |
EN/ BS |
GB |
|
5120 |
5120 |
1.7027 /21Cr4 |
SCr420 |
20Cr |
|
|
530M40 /5140 |
530M40 /5140 |
1.7035 /41Cr4 |
SCr440 |
40Cr |
|
|
5145 |
5145 |
Scr445 |
45CR4 |
||
|
4118 |
4118 |
1.7243 /18CrMo4 |
SCM418 / SCM420 |
20CrMo |
|
|
4135 |
4130 |
1.7218 /25CrMo4 |
SCM430 |
708A25/ 708M25 |
30CrMo |
|
4140 |
4140 |
1.7225 /42CrMo4 |
SCM440 |
EN19/ 709M40 |
42CrMo |
|
4340 |
4340 |
1.6582/ 34CrNiMo6 |
SNCM 439/ SNCM8 |
EN24/ 817M40 |
40CrNi2Mo |
|
8620 |
8620 |
1.6523/ 21NiCrMo2 |
SNCM220 |
805M20 |
20CrNiMo |
|
CARBON STEEL |
|||||
|
20 |
1020 |
C22. CK22 |
S20C |
EN3B /070M20 |
20 |
|
35 |
1035 |
C35.CK35 |
S35C |
35 |
|
|
45 |
1045 |
C45.CK45 |
S45C |
EN8D/C45E |
45 |
|
50 |
1050 |
CK53 |
S50C |
EN9/070M55 |
50 |
|
Q355 |
S355J /ST52 |
EN14 |
Q355 |
||
|
30Mn |
1030.1033 |
S30C |
30Mn |
||
|
30Mn2 |
1330 |
30Mn5 |
SMn433h |
30Mn2 |
|
|
STAINLESS STEEL |
|||||
|
Steel grades: 304, 304L, 316, 316L, 321, 410 430, 431, 2205, 2304, 2507. F53, F55 |
|||||
H13 tool steel Hardness requirement:235 HB(MAX)
In accordance with the latest issue of Test Methods and Denitions A370
H13 tool steel Macrostructure
In accordance with the latest issue of PracticeA561, free of excessive porosity, segregation, slag, dirt or other nonmetallic inclusions ,pipe, checks, cracks, and other injurious defects.
H13 tool steel Decarburization
In accordance with the latest issue of Guide E3
Free of scale and decarburization.
H13 tool steel Permissible Variations for Dimensions
|
Dimension and shape tolerance |
|||
|
Thickness |
Width |
Thickness Tolerance |
Width Tolerance |
|
8-90 |
30-610 |
+1.0/-0.0 |
+5.0/-0.0 |
According to different shape with the ASTM681-2008
H13tool steel Ultrasonic Quality
Material shall be ultrasonic ally tested at appropriate stages of the manufacture to ensure the quality, when and as agreed upon between seller and purchaser.
H13 tool steel Cleanliness
With the latest issue of Test Methods E45. The permissible limits shall be agreed upon between seller and purchaser.

Other informations
|
Specimens after quenching and tempering hardness should meet the following requirements |
||||
|
Type |
Hardness HRC(Min) |
Temperature(ºC) |
Hardening agent |
|
|
Quenching |
Tempering |
|||
|
H13 |
59 |
950 |
850 |
Oil |
|
According to ASTM E112, austenite grain size not less than 5, after heat treatment target number is expected to more than eight. |
||||
|
Non-metallic inclusion |
||||
|
According to ASTM E45,Method 1 |
||||
|
Inclusion series |
Inclusion series |
|||
|
A |
B |
C |
D |
|
|
Th |
2 |
2 |
2 |
2 |
|
Weight |
1.5 |
1.5 |
1.5 |
1.5 |
Certificates
